



Advanced
Cable Testing
CALCULO Y DISEÑO DE MAQUINAS ELECTRICAS
CAPITULO 6 - MAQUINA DE CORRIENTE CONTINUA
6.1 GENERALIDADES
6.1.1 Definición
Las máquinas de corriente continua transforman la energía mecánica en energía eléctrica (de corriente continua), o viceversa, se las llama generadores o motores respectivamente.
También estas máquinas están esencialmente constituidas por una parte fija, que produce el flujo de inducción, llamada inductor y otra parte giratoria, que contiene el arrollamiento en el cual se produce la f.e.m. inducida (o contra f.e.m.), llamada inducido o armadura.
La parte giratoria incluye el colector (rectificador u ondulador mecánico) componente esencial para el funcionamiento de la máquina.
Son aplicables a estas máquinas las condiciones normales de servicio vistas en general para las máquinas rotantes.
Los temas que corresponden a las máquinas de corriente continua están tratados por distintas normas generales, pero para algunas aplicaciones especiales, por ejemplo para las máquinas de tracción (utilizadas en vehículos ferroviarios y terrestres) existen normas particulares.
A continuación se hacen comentarios que corresponden casi exclusivamente a máquinas de corriente continua de uso general, en principio en consecuencia no se tratan máquinas de tracción ni otras especiales.
6.2 CARACTERISTICAS NOMINALES
6.2.1 Potencia nominal
Si se trata de un generador de corriente continua la potencia nominal es la potencia en bornes expresada en watts (W), para un motor en cambio es la potencia entregada en el eje (también en W) en condiciones nominales.
6.2.2 Tensión nominal
La tensión nominal es la tensión entre bornes de la máquina en condiciones de referencia definidas.
Para generadores de corriente continua destinados a funcionar dentro de un rango pequeño de tensiones, la potencia nominal y la corriente nominal, salvo que se especifique lo contrario, se refieren a la máxima tensión.
Para los motores en general con la tensión nominal el motor entrega la potencia nominal correspondiente a la velocidad denominada base, de referencia (más adelante se explica su significado).
6.2.3 Alimentación eléctrica
En los motores de corriente continua alimentados por medio de un convertidor estático de potencia, la ondulación de la tensión y de la corriente influyen sobre las características de funcionamiento de la máquina, a modo de ejemplo puede observarse en la Figura 379 un registro de corriente, que corresponde a un motor de c.c. en carga.
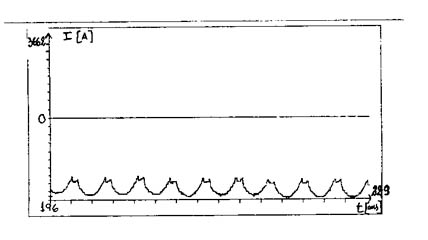
Al comparar un motor con este tipo de alimentación, con otro que se alimenta con una fuente de corriente continua pura, se observa que las pérdidas y el calentamiento se incrementan y la conmutación se dificulta, para el primer caso.
En el diseño de los motores es necesario tener en cuenta las características de la alimentación, que puede asemejarse a una fuente de corriente continua con armónicas superpuestas.
Para reducir la ondulación en algunos casos se incluyen en el circuito de alimentación inductancias adicionales (que cumplen la función de filtros).
Aunque redundante es necesario destacar que características de convertidor estático y motor están íntimamente vinculadas, y el proyectista (del motor y del accionamiento) deben tener muy en cuenta esta situación.
6.2.4 Sobreintensidad ocasional
Los motores de corriente continua deben poder soportar para la máxima velocidad, con la plena excitación y su correspondiente tensión de armadura, una corriente igual a 1.5 veces la corriente nominal durante un tiempo no menor de 1 minuto.
Para máquinas grandes se puede (previo acuerdo entre el constructor y el comprador), adoptar una tiempo menor, pero este no podrá ser inferior a 30s.
La posibilidad de que se presente una sobreintensidad ocasional en una máquina rotante, se indica con el objeto de coordinar la máquina con los dispositivos de comando y protección, no estableciendo las normas ensayos para verificar esta condición.
Los efectos del calentamiento de los arrollamientos de la máquina varían aproximadamente como el producto del tiempo por el cuadrado de la corriente, en consecuencia una corriente superior a la nominal produce un incremento de la temperatura de la máquina.
Salvo que se especifique lo contrario, se supone que la máquina no será sometida a este tipo de sobrecargas, más que durante unos pocos cortos períodos durante toda su vida.
6.2.5 Exceso momentáneo de par
Para motores de corriente continua, el par se puede expresar en función de la sobreintensidad y el exceso momentáneo de par se debe acordar entre el fabricante y el comprador.
Algunas normas para aplicaciones particulares fijan valores de exceso momentáneo de par o potencia.
En muchos casos el usuario indica con grado importante de detalle como varían par y velocidad a lo largo del ciclo de utilización.
6.2.6 Velocidad
Para las máquinas de corriente continua se define una velocidad base, que corresponde a una condición de funcionamiento en la cual la máquina entrega potencia y par nominales.
El modo más simple de regular la velocidad de un motor es variando la tensión de armadura debido a que la velocidad de un motor de corriente continua es directamente proporcional a ella.
Aumentando la tensión de armadura y manteniendo el flujo, la velocidad del motor puede incrementarse continuamente desde el reposo hasta alcanzar la velocidad base.
El par desarrollado permanece constante (a corriente de armadura constante), mientras no se varíe la corriente de campo y consecuentemente el flujo.
Si se requiere incrementar la velocidad por arriba del valor base, se puede recurrir a la regulación del campo, es decir reducir la corriente de excitación.
Generalmente el par desarrollado se reduce mientras la potencia, que es el producto del par por la velocidad, permanece constante, siendo este tipo de característica conveniente en algunos procesos industriales y para determinadas máquinas herramientas.
La Figura 380 indica el comportamiento de la corriente de armadura, potencia del motor y tensión de armadura, par y flujo en función de la velocidad tanto para el rango de control de velocidad por tensión de armadura como por reducción del campo, respectivamente por debajo y por arriba de la velocidad base.
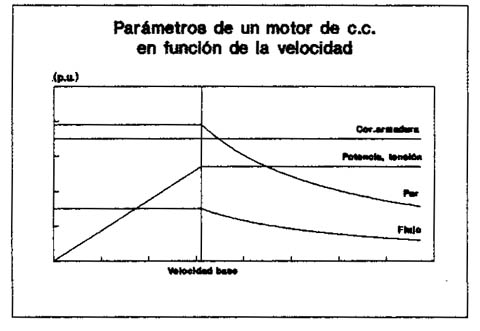
En el funcionamiento por encima de la velocidad base existen límites mecánicos y eléctricos que no deben ser superados por problemas estructurales, o de conmutación.
La principal razón del gran desarrollo de los motores de corriente continua fue el control de la velocidad mediante convertidores estáticos.
En particular la alimentación mediante convertidores a tiristores, permite satisfacer varios requerimientos de regulación, como ser:
- Operar como motor en un solo sentido de rotación, o como freno (girando en sentido contrario). Se requiere un simple convertidor, cuya tensión de salida permite la circulación de corriente en un solo sentido.
- La máquina puede funcionar como motor o como freno, en ambos sentidos, invirtiendo la polaridad del convertidor. Se re quiere un convertidor y un dispositivo de inversión de la polaridad (contactor), o bien dos convertidores, la corriente en la máquina se invierte.
- El frenado con convertidores a tiristores es regenerativo, es decir que la energía cinética de la carga se transforma en energía eléctrica que es devuelta a la red de alimentación. En este caso la máquina de corriente continua funciona como generador y el convertidor como inversor (convirtiendo la corriente continua en alterna y viéndoselo desde la red como generador de corriente alterna).
TABLA 6.1 - Velocidad de ensayo
| TIPO | VELOCIDAD DEL ENSAYO |
| a) Motores derivación o excitación independiente | El mayor de los valores que se indican: 1.20 veces la velocidad máxima nominal 1.15 veces la velocidad en vacío correspondiente |
| b) Motores de excitación compuesta que tengan un rango de regulación de velocidad £ del 35% | El mayor de los valores que se indican: 1.20 veces la velocidad máxima nominal 1.15 veces la velocidad en vacío corresponiente, pero sin exceer 1.50 veces la velociad máxima nominal |
| c) Motores de excitacón compuesta que tengan un rango de velocidad superior del 35% y motores de excitación serie | La velocidad máxima de servicio debe estar indicada en la chapa de características. La velocidad de ensayo de estos motores será igual a 1.1 veces la velocidad máxima en aquellos motores que son capaces de funcionar a 1.10 veces la velocidad de vacío a la tensión nominal |
| d) Motores excitados con imán permanente | La velocidad es la indicada en el punto a)salvo que el lmotor tenga un arrollamiento serie, deberá ensayarse con los valores indicados en los puntos b) o c) según corresponda |
| e) Generadores | 1.20 veces la velocidad nominal |
6.2.7 Sobrevelocidad
Por las características de funcionamiento mencionadas, estas máquinas pueden estar sometidas a posibles sobrevelocidades, razón por la cual deben diseñarse para estas exigencias y deben probarse que son capaces de soportarlas.
La TABLA 6.1 extraída de la Norma Internacional, indica para máquinas de distinto tipo el valor de velocidad de ensayo a que debe ser sometida cuando no existen otras especificaciones particulares.
6.3 DETERMINACION DE LA SOBREELEVACION DE TEMPERATURA
Para el control de la sobreelevación de temperatura, son aplicables los métodos de medición ya descriptos en el capítulo de máquinas rotantes.
Las normas indican para las distintas clases de aislamiento cuales son los límites de sobreelevación de temperatura para los devanados de inducido, devanados de excitación y colectores.
6.4 ENSAYO DE CONMUTACION
La máquina de corriente continua debe poder funcionar desde vacío hasta alcanzar la sobrecarga o exceso de par correspondiente, sin presentar daños permanentes en la superficie del colector o de las escobillas y sin chisporroteos peligrosos.
Durante este ensayo las escobillas deben mantenerse en la posición de diseño, en el estado actual de la técnica las normas ya no aceptan utilizar el desplazamiento de las escobillas para corregir la conmutación.
El ensayo de conmutación se debe realizar inmediatamente después de realizado el ensayo de calentamiento.
6.5 TOLERANCIAS
En la TABLA 6.2 se indican las tolerancias fijadas por las normas que corresponden para cada una de las magnitudes de las características nominales que son objeto de garantías por parte del fabricante y que se deben comprobar mediante ensayos durante la recepción de la máquina.
TABLA 6.2 - Tolerancias
| MAGNITUD | TOLERANCIA |
| a) Velocidad de motores serie o de excitación independiente (a plena carga y a la temperatura de régimen) | kW por 1000 v.p.m. menor 0.67 ± 15% 0.67.. 2.5 excluído ± 10% 2.5 .. 10 excluído ± 7.5% mayor de 10 ± 5% |
| b) Velocidad de motores serie (a plena carga y a la temperatura de régimen) | menor 0.67 ± 20% 0.67 .. 2.5 excluído ± 10% mayor de 10 ± 7.5% |
| c) Velocidad de motores con excitación compuesta (a plena carga y a la temperatura de régimen) Variación de la tensión de generación en máquinas con excitación derivación o independiente, para todos los puntos de la característica. Variación de la tensión con excitación compuesta Variación de la velocidad de motores derivación y con excitación compuesta (entre carga nula y plena carga) |
los mismos valores que se indican en el punto b) salvo que se especifique lo contrario ± 20% del valor garantizado para esos puntos ± 20% del valor garantizado, con un mínimo de ± 3% de la tensión nominal ± 20% del valor garantizado con un mínimo de ± 2% de la velocidad nominal |
6.6 ESTADO ACTUAL DE LA TECNICA
Con el advenimiento de los accionamientos electrónicos, el motor de corriente continua, por su flexibilidad, regularidad y elevado rendimiento, se manifiestó como un natural e importante componente de la automatización.
Al tener que adecuarse a las exigencias de estas condiciones de utilización, se modificó notablemente la "filosofía" de proyecto de estas máquinas, respecto de los criterios clásicos utilizados en el pasado.
Las condiciones impuestas por las informaciones obtenidas de los distintos sistemas que utilizan motores de velocidad variable, fijaron las características constructivas y de funcionamiento requeridas en los más importantes procesos de la industria siderúrgica, metalúrgica, mecánica, del papel, plástica, etc. como también en los sistemas de tracción.
Análogamente a lo acontecido con los motores de corriente alterna, entre fabricantes y usuarios, surgió la necesidad de proyectar dentro de un adecuado rango de potencias, motores normalizados que permitieran unificar, reduciendo la variedad de modelos, y facilitando la intercambiabilidad.
Este esfuerzo fue plasmado por los fabricantes en sus propias series industriales con un rango de potencia del orden de 0.8 a 1000 kW referido a 1000 vueltas/minuto, con ventilación asistida, es decir, externa a la máquina (para garantizar una adecuada refrigeración independientemente de la velocidad).
Los parámetros básicos tenidos en cuenta para proyectar estas nuevas series de motores modernos son la relación cupla/peso y la relación cupla/momento de inercia, siendo el criterio aplicado, maximizar estos valores.
La relación cupla/peso representa la medida de la validez del proyecto electromagnético para lo cual es necesario obtener con un mínimo peso (en rigor costo), la más elevada cupla posible.
La relación cupla/momento de inercia caracteriza el comportamiento dinámico del motor, momento de inercia reducido implica mejor respuesta del motor a los requerimientos del control (para igualdad de características eléctricas).
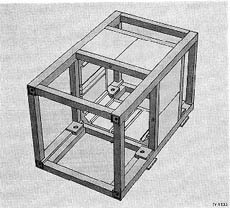
Las máquinas modernas de formato cuadrado surgieron como consecuencia de estas condiciones, basándose su desarrollo en la investigación del valor óptimo del diámetro del rotor para una determinada altura de eje.
La forma cuadrada de la carcaza, respecto a la tradicional forma circular, permite además modelar convenientemente las bobinas de los polos de excitación, aumentando la superficie en contacto con el fluido refrigerante y por lo tanto incrementando la utilización de las partes activas.
Actualmente además para reducir el diámetro, momento de inercia, se acoplan dos motores en un solo eje, con esto se logra también tener motores de menor tamaño, y en consecuencia el fabricante puede tener mayor posibilidad de ofrecer su solución al problema específico.
6.7 CARACTERISTICAS ELECTROMECANICAS
Las máquinas eléctricas de corriente continua, en general, están limitadas en sus prestaciones por los siguientes factores:
- Calentamiento máximo admisible impuesto por las normas en función de la clase de aislamiento.
- Inducciones en las distintas partes del circuito magnético.
- Tensión máxima entre delgas del colector.
- Tensión de reactancia (inducida en la espira que conmuta).
Muchos son los problemas difíciles que han tenido que encarar los constructores, también para ellos la disponibilidad de los modernos medios de cálculo (computadoras y programas) ha permitido importantes avances en los proyectos, y en particular para los estudios de campos y otros problemas muy complejos que se presentan.
Por ejemplo se ha recurrido a la utilización de programas de cálculo para:
- Determinar el comportamiento de la tensión de reactancia inducida en la espira en conmutación.
- Determinar la forma de la expansión polar del polo auxiliar o de conmutación de manera de lograr realizar una compensación de la tensión de reactancia lo más perfecta posible.
- Investigar la forma de ranura del rotor que haga mínima la tensión de reactancia.
- Determinar el perfil de la expansión del polo principal, para hacer despreciable la distorsión del flujo causado por la reacción del inducido y por lo tanto limitar la tensión máxima entre las delgas del colector para cada condición de funcionamiento.
El principal requisito que debe satisfacer un moderno motor es su completa adaptabilidad para ser alimentado con rectificadores y la posibilidad de regulación por medio de dispositivos electrónicos.
Como es bien conocido, las características principales de la alimentación con convertidores a tiristores son:
- La existencia en la corriente de una componente ondulada con una armónica fundamental de frecuencia elevada.
- Una gran rapidez de respuesta del sistema, es decir, los modernos reguladores electrónicos, para controlar la velocidad de los motores, imponen en régimen transitorio variaciones de corriente di/dt muy elevadas.
La ondulación de la corriente genera pulsaciones de flujo que provocan vibraciones de la estructura mecánica y por lo tanto un aumento del rumor producido; además un calentamiento general más elevado debido al aumento de las pérdidas óhmicas y la presencia de pérdidas adicionales en el hierro, y especialmente una degradación de la conmutación.
Las pulsaciones de flujo, en efecto, generan corrientes parásitas en la carcaza y en los polos auxiliares, determinando un amortiguamiento del campo de los polos auxiliares y un defasaje del mismo respecto a la corriente de la armadura.
Si la máquina se alimenta con corriente continua pura es posible compensar perfectamente la tensión de reactancia con los polos auxiliares, en cambio con una corriente ondulada, (alterna superpuesta a la continua) este equilibrio no se logra, ya que aparece superpuesto el fenómeno de inducción de corriente alterna (variable) y que no se puede compensar.
Para mejorar la conmutación es indispensable reducir las corrientes parásitas. Este resultado se puede obtener realizando el circuito magnético completamente laminado (yugo estatórico y eventualmente polos auxiliares) y previendo para la carcaza una solución que ofrezca todas las garantías funcionales y que contemporáneamente resulte industrialmente válida en términos de costo.
6.8 CARACTERISTICAS CONSTRUCTIVAS
En el desarrollo de las series industriales se deben tener en cuenta las normas internacionales que fijan las formas constructivas, las dimensiones unificadas de las máquinas, las dimensiones de las escobillas, portaescobillas y diámetros de los colectores, como así también los grados de protección mecánica, los métodos de refrigeración y la marcación de bornes.
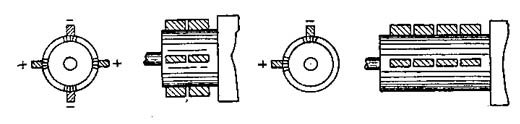
La Figura 381 muestra la forma constructiva clásica de un motor de c.c. autoventilado donde la corona estatórica, que además de tener funciones estructurales y magnéticas constituye la carcaza de la máquina, está realizada con una pieza de acero cilindrado y soldado, y los polos principales y auxiliares están fijados a ella mediante bulones.
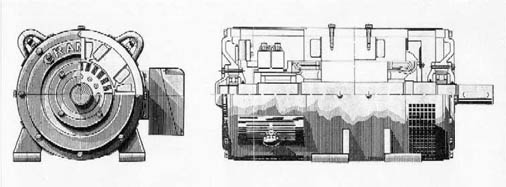
Para todas las máquinas modernas la carcaza es laminada y de una concepción extremadamente rígida para evitar ruidos y vibraciones debidas a la alimentación electrónica.
La parte laminada se la fija con una elevada presión mediante dos coronas de acero vinculadas entre si con tirantes externos (cada constructor adopta distintas soluciones constructivas) de manera de no atenuar las características dinámicas del conjunto (no cortocircuitar el paquete con los tirantes).
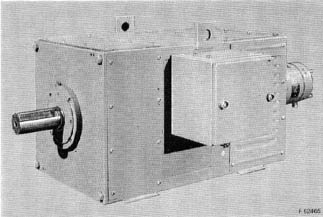
La Figura 382 muestra el aspecto exterior de un motor de corriente continua de diseño más reciente, provisto con generador taquimétrico.
En la Figura 383 se observa para esta forma constructiva el estator, constituido por un robusto armazón soldado y un núcleo de chapas, donde se puede ver el montaje de tipo cola de milano utilizado para los polos principales y auxiliares.
La Figura 384 muestra una vista en corte de un motor de corriente continua de servicio pesado con ventilación forzada donde se pueden observar algunos aspectos constructivos como ser los conductos axiales de refrigeración del rotor, que permiten además circular un gran caudal de aire a través del colector.
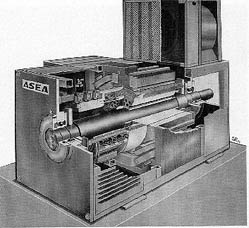
La superficie del devanado aislado del rotor está en contacto con el aire de refrigeración, ya que las bobinas son mantenidas en las ranuras mediante encintado (sin cuñas) a intervalos regulares de la longitud del rotor.
Los escudos porta cojinetes son de chapa gruesa soldada.
Las máquinas con altura de eje del orden de 80 a 160 mm (potencias que van de 1 a 40 kW), que se alimentan frecuentemente con convertidores monofásicos, se realizan con dos polos, resultando máquinas cuyas armaduras tienen elevados valores de inductancia y consiguientemente contribuyen a atenuar las ondulaciones de la corriente.
Para máquinas de dos polos, algunos fabricantes matrizan la chapa estatórica (incluidos polos principales y auxiliares), en una pieza única, (los mismos no están fijados mediante bulones) y logrando de este modo una perfecta simetría del circuito magnético, constancia de los entrehierros y perfecto alineado de los polos, como muestra la Figura 385.

Es importante destacar que las distintas soluciones constructivas adoptadas por los fabricantes dependen de los medios que disponen y de los métodos de fabricación empleados, en estas notas simplemente se indica la tendencia actual utilizada por constructores de reconocido prestigio.
Para las máquinas de mayor altura de eje de 225 a 450 mm (y consecuentemente mayor potencia 50..600 kW), tanto los polos principales como auxiliares se fijan mediante encastre. Evitando el montaje de los polos por medio de bulones se obtiene una perfecta simetría del circuito magnético, constancia de los entrehierros, perfecta alineación de los polos.
Los colectores se distinguen por la calidad de su construcción que en particular debe garantizar la máxima estabilidad de forma.
En las máquinas de menor potencia la conexión del arrollamiento del inducido a las delgas del colector se realiza mediante soldadura fuerte del tipo eléctrico sin aporte de material, en las máquinas de mayor potencia se utiliza el método "TIG" (soldadura con electrodo de tungsteno en atmósfera de gas inerte sin aporte de material).
Se utilizan portaescobillas a presión constante del tipo radial y escobillas con notable longitud que reducen los intervalos de inspección y mantenimiento y los dispositivos portaescobillas son regulables.
6.9 CRITERIOS DE DIMENSIONAMIENTO Y METODO DE CALCULO
La máquina que se debe proyectar deberá satisfacer una serie de especificaciones y requerimientos.
Como ya hemos visto con otras máquinas, la especificación impone datos, obliga a realizar adopciones que deben acompañarse con otras que el proyectista de acuerdo con su criterio y experiencia debe hacer para alcanzar su objetivo final ... la máquina construible que reuna además las condiciones económicas y de confiabilidad convenientes.
Quedan entonces definidos:
- El tipo de motor
- El rango de velocidad
- El tipo de alimentación
- Las dimensiones básicas
- El método de refrigeración
- El tipo de servicio
- El tipo de protección
- La clase de aislamiento
- El tipo de excitación
- Algunas características mecánicas como por ejemplo el momento de inercia, el par nominal y su comportamiento para distintas velocidades, etc.
- Los materiales a utilizar
El método de cálculo que se detalla a continuación, que solamente encara el aspecto de diseño electromagnético, y es uno de los posibles; se ha dividido como ya es habitual en pasos, y dentro de estos pasos se utilizan procedimientos de detalle que en muchos casos son comunes con otros utilizados en las máquinas sincrónica y asincrónica (supuestas previamente analizadas).
6.10 DETERMINACION DE DATOS BASICOS Y PRIMERAS ESTIMACIONES (PASO 1)
El cálculo se inicia partiendo de (y en algunos casos adoptando) los siguientes datos:
- Potencia en kW
- Tensión nominal de la máquina en V
- Tensión de excitación en V
- Velocidad nominal en vpm
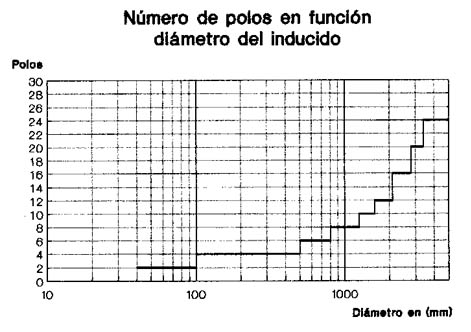
- Diámetro del inducido en mm
- Número de polos
- Densidad lineal de corriente en Ac/mm
- Rendimiento en %
Hemos hecho ya referencia a la incidencia que tiene el diámetro del inducido en la relación cupla/peso y en la relación cupla/momento de inercia.
De la teoría de máquinas se puede demostrar que la expresión que vincula la relación entre potencia y velocidad de rotación con el diámetro del inducido resulta:
siendo F un factor de utilización que puede obtenerse de la experiencia previa del constructor, y que en forma general se encuentra en la bibliografía, y correspondiendo DIAM(2) al rotor.
Este factor de utilización está relacionado con la geometría de la máquina (relación entre la longitud de la expansión polar y el paso polar, relación entre el largo ideal y el paso polar) y además con el grado de utilización del hierro y la densidad lineal de corriente.
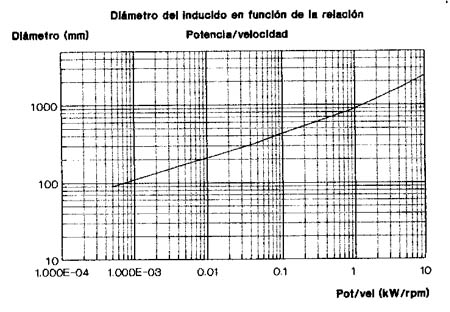
Cuando el diámetro no está definido, con la Figura 386 en función de la relación entre la potencia y la velocidad de rotación, se puede lograr una adopción conveniente.
Se determina la velocidad periférica del inducido en m/s.
El rango de velocidad periférica del inducido admisible es función del diámetro y para máquinas normales, teniendo en cuenta limitaciones prácticas impuestas por las solicitaciones mecánicas de las fuerzas centrífugas como también la influencia que la velocidad periférica del colector tiene sobre la conmutación, se recomienda que se encuentre dentro de los valores que se indican en la Tabla 6.3.
TABLA 6.3 - Rango de velociad del inducido en función del diámetro
| Diámetro inducido | Velocidad periférica del inducido |
| mm | m/s |
| 100 .. 450 450 .. 3000 |
12 .. 15 15 .. 25 |
Dentro de ciertos límites, al aumentar el número de polos, las máquinas resultan más livianas y por lo tanto en conjunto resulta menor el costo de los materiales que las constituyen, pero el costo de fabricación resulta más alto debido a la mayor cantidad de polos y devanados de excitación que se deben realizar.
También el peso de cobre del inducido disminuye con el aumento del número de polos, debido a que el paso polar disminuye y en consecuencia también las conexiones frontales de los conductores o cabezas de bobinas.
Con el número de polos se incrementa la frecuencia del campo, en consecuencia a igual valor de inducción en los dientes del inducido aumentan las pérdidas en el hierro correspondientes, en cambio las pérdidas en la corona se mantienen prácticamente constantes debido a que su peso varía en forma inversamente proporcional con el número de polos.
Para un dado valor de densidad de corriente las pérdidas en los arrollamientos son proporcionales a su peso, y como este decrece con el número de polos también lo mismo ocurre con las pérdidas.
El rendimiento de la máquina permanece por lo tanto constante, dentro de ciertos límites, al variar el número de polos.
Con el aumento del número de polos la refrigeración mejora debido a que aumenta también la superficie de los arrollamientos inductores.
Si se mantienen las medidas del rotor (longitud y diámetro), y se aumenta el número de polos, a igualdad de solicitaciones magnéticas y eléctricas, decrece el paso polar debiéndose reducir la relación entre la longitud de la expansión polar y el paso polar.
Esto debe hacerse para limitar la dispersión de los polos principales y también porque la zona de conmutación no puede decrecer proporcionalmente al decremento del paso polar.
En máquinas de magnitud media cuyo paso polar se encuentra por debajo de los 250 mm, el aumento del número de polos no conduce a obtener ninguna ventaja.
El número de polos se elige en función del diámetro del inducido y para ello se puede utilizar la Figura 387.
Los problemas de conmutación y de pérdidas a los que hemos hecho mención cuando la alimentación es por convertidores de tiristores, pueden atenuarse adoptando, cuando es posible, motores de dos polos.
Para proseguir el cálculo se debe adoptar un valor de densidad lineal de corriente, teniendo en cuenta para ello que de este parámetro dependen notablemente las condiciones de conmutación, la Figura 388 muestra la relación entre potencia y densidad lineal de corriente y permite seleccionar adecuadamente este último valor.
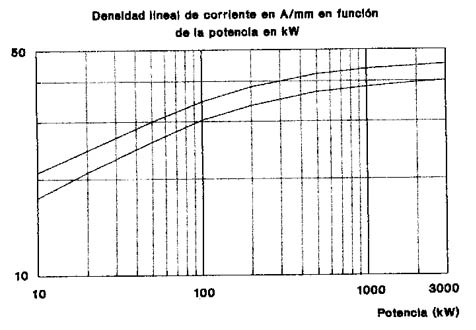
Este valor tentativo de densidad lineal de corriente adoptado se ajusta posteriormente en función del número de conductores definitivos del inducido, como se explica más adelante.
En este punto se debe tener presente que para una condición de refrigeración dada, el producto de la densidad lineal de corriente (A/mm) por la densidad de corriente (A/mm²), denominado carga térmica, es proporcional a la sobreelevación de temperatura del arrollamiento.
En la práctica este producto se utiliza para estimar, con cierto grado de aproximación, la sobreelevación de temperatura del arrollamiento considerado, tomando como base a la experiencia de construcciones similares (misma forma constructiva, tipo de refrigeración, velocidad de rotación, clase de aislamiento utilizado, etc).
6.11 CARACTERISTICAS CONSTRUCTIVAS DE LOS DEVANADOS DE INDUCIDO
Los problemas prácticos que se presentan en la realización de un devanado son:
- La forma de conexión de los conductores entre sí.
- La forma de conectarlos al colector.
Las consideraciones que siguen se refieren a los devanados de dos estratos, es decir, que están constituidos por conductores situados en la ranura formando dos capas, lo cual, junto con otras razones, es necesario para obtener una estructura simple y práctica.
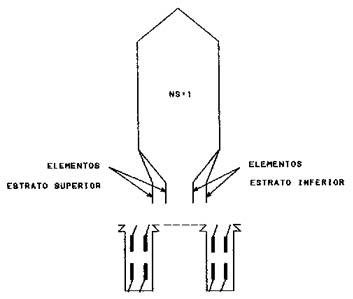
Vamos a examinar una bobina y definir los distintos elementos que la constituyen, ver Figura 389.
La bobina propiamente dicha está constituida por dos costados de bobina que se encuentran, como se observa en la figura, uno en el estrato superior y el otro en el estrato inferior a una distancia de aproximadamente un paso polar.
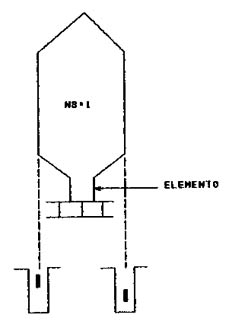
Llamamos elemento a cada una de las puntas que se conectan a una delga, pudiéndose además observar que en este caso cada ranura consta de dos elementos (que pertenecen a distintas bobinas); llamamos MM el número de elementos por ranura que en este caso es igual a 2.
En el ejemplo que estamos considerando cada elemento está constituído por un conductor, es decir, que el número de conductores por elemento que lo llamamos NS es igual a 1.
En la Figura 390 se observa en cambio una bobina que difiere de la anterior en que el número de conductores por elemento es NS=2.
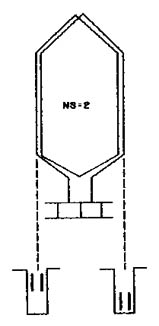
El número de elementos por ranura MM (que debe ser par) puede ser mayor que 2.
En la Figura 391 se observa una bobina que tiene MM=4 y NS=1.
Es importante destacar que también NS puede ser igual a 2 o cualquier otro valor pero se debe tener en cuenta que cuanto más grande es el valor de NS mayor resulta la inductancia de la bobina y en consecuencia aumenta la tensión que se induce en ella durante la conmutación.
El número de delgas ZZ, de elementos por ranura MM y de ranuras del inducido QQ está vinculado por la relación:
(QQ ´ MM)/2 = ZZ
Los tipos de devanados utilizados son dos:
- Devanado serie u ondulado (denominado así por la forma como se construye).
- Devanado paralelo o imbricado (por los bucles sobrepuestos que presenta).
Vamos ahora a analizar como se genera cada uno de estos devanados.
6.11.1 Devanado imbricado
La Figura 392 indica los distintos elementos que intervienen en la descripción del devanado y que son:
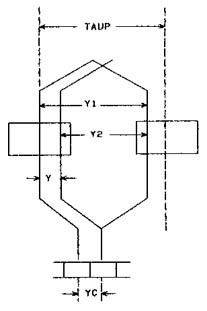
- Y1: paso anterior de la bobina
- Y2: paso posterior de conexión
- Y: paso de bobina
- YC: paso del colector en delgas
Estos devanados imbricados deben satisfacer las siguientes relaciones geométricas para que los mismos sean realizables.
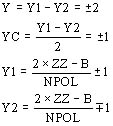
Se acostumbra numerar los elementos de bobina de cada capa de forma tal que a la capa o estrato superior corresponda los números impares y a la inferior los pares.
Los pasos Y1, Y2 que deben ser enteros se miden en elementos, y además deben ser impares para poder pasar de un elemento del estrato superior a otro elemento del estrato inferior (devanado a doble capa).
Es importante destacar que el paso Y1 es el que define las dimensiones geométricas de la bobina mientras que el paso Y2 simplemente indica como se deben conectar entre si las bobinas.
Los signos ± indican respectivamente si se trata de un devanado progresivo o regresivo.
El término B es un número entero arbitrario cualquiera que puede ser cero y que está relacionado con el acortamiento, nótese que, el valor más bajo de B que satisface las condiciones enunciadas implica el mínimo acortamiento.
6.11.2 Conexiones equipotenciales
Por causas constructivas practicamente inevitables, se producen asimetrías (por ejemplo entrehierro no uniforme, mal contacto entre polo y carcasa, etc.), que hacen que en los devanados imbricados las f.e.m.s. inducidas en los conductores situados bajo un polo no sean idénticas a las inducidas bajo el próximo polo de la misma polaridad (distanciado en 360 grados eléctricos).
Debido a ello circularán corrientes (provocadas por esta diferencia de f.e.m.s.) que producen pérdidas adicionales y que cerrándose a través de las escobillas y del colector dificultan la conmutación.
El efecto final es que se produce una desuniforme repartición de la corriente entre las distintas filas o barrales de escobillas causa de empeoramiento de la conmutación.
Para eliminar este grave inconveniente se disponen en el inducido un cierto número de conductores de cobre que se denominan conexiones equipotenciales, las cuales unen los puntos del devanado que deberán estar al mismo potencial.
Las eventuales corrientes de desequilibrio que circulan por estas conexiones son alternas, debido a que no están afectadas por el efecto rectificador del colector.
Estas conexiones se pueden realizar tanto del lado colector como del extremo opuesto.
Por la forma práctica como se las realiza se las denominan anillos equipotenciales.
El número máximo de anillos posibles es igual a 2´ ZZ/NPOL, quedando a criterio del proyectista en base a su experiencia adoptar el número de anillos a utilizar.
Frecuentemente se adopta la mitad del número posible y la sección del conductor utilizado es del orden del 50 a 25 % de la sección de un conductor del inducido, utilizándose secciones menores cuanto mayor es el número de anillos.
6.11.3 Devanado ondulado
Estos devanados deben satisfacer las siguientes relaciones geométricas para que sean realizables:
- Y = Y1 + Y2 = (2 ´ ZZ ± 2)/(NPOL/2)
- YN = (Y1 - 1)/MM
- YC = (Y1 + Y2)/2 = (2 ´ ZZ ± 2)/NPOL
La Figura 393 indica los elementos que intervienen debiendo ser los pasos Y1, Y2 enteros e impares, (como para el devanado imbricado).
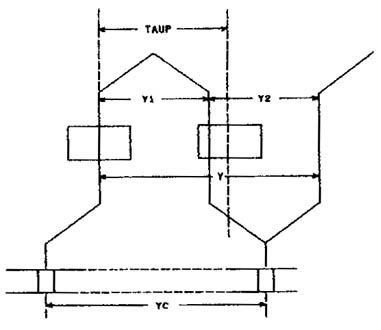
Al paso de la bobina medido en ranuras, no en elementos, se lo denomina YN, y puede no ser entero.
Este paso se obtiene dividiendo el número de ranuras por el número de polos y en caso de no ser entero se elige el valor entero más próximo, pudiéndose en consecuencia calcular el paso anterior Y1 correspondiente.
Vamos a examinar un caso interesante.
En estos devanados puede ocurrir que por simples razones numéricas no todas las bobinas disponibles (sus elementos o puntas) puedan conectarse al colector, quedando por ejemplo una de ellas excluida de las conexiones (no formando parte del circuito) denominada bobina muerta y que no tiene más finalidad que rellenar el espacio disponible en las ranuras.
Veamos como ejemplo el caso de una máquina que tiene 4 polos y un número de elementos por ranura MM=4.
De la expresión ya vista YC = (2 ´ ZZ ± 2)/NPOL se deduce que 2 ´ YC siempre resulta par, en consecuencia el número de delgas ZZ es impar.
Como además el número de ranuras totales del inducido es igual a QQ = ZZ/2, en este caso no resulta entero y por lo tanto no es el devanado realizable.
Para resolver este inconveniente se quita una delga y se deja una bobina sin conectar, el devanado ahora cierra.
6.11.4 Selección del devanado
Veamos algunas características de los devanados examinados que sirven como criterio de selección de uno u otro tipo.
Devanado ondulado:
- La corriente encuentra siempre dos vías AA independientemente del número de polos que tenga la máquina, es decir, por cada conductor circula la mitad de la corriente.
- La f.e.m. de la máquina es la correspondiente a la mitad de los conductores totales NT del inducido.
-
Las líneas de escobillas o barrales necesarias en el colector son solamente dos, pudiéndose no obstante colocar tantos como polos tenga la máquina según indica la Figura 394.
Devanado imbricado:
- El número de vías AA de la corriente es igual al número de polos, es decir, por cada conductor circula una corriente igual a la corriente total dividida por el número de polos.
- La f.e.m. de la máquina es la correspondiente al número de conductores totales NT dividida por el número de polos.
6.12 CRITERIO DE ELECCION DEL TIPO DE ARROLLAMIENTO
El arrollamiento paralelo o imbricado se utiliza en general en máquinas de corrientes intensas y tensiones limitadas que tengan, como es obvio, más de dos polos.
En aquellos casos donde se puede utilizar un devanado serie u ondulado, se lo prefiere por razones económicas, debido a que naturalmente no son necesarias las conexiones equipotenciales.
Sin embargo debe notarse que por razones geométricas puede ocurrir que sea necesario excluir de conectar una bobina (como antes se dijo), pero por razones de equilibrado mecánico se la coloca igualmente, y se la denomina bobina muerta.
Esta situación implica una asimetría eléctrica entre ambas ramas del devanado y queda a criterio del proyectista adoptar o no esta solución.
6.13 DETERMINACION DEL NUMERO DE RANURAS
Cuanto mayor es el número de ranuras del inducido tanto más se reduce la zona de conmutación mejorando la misma, pero se tiene un menor aprovechamiento de las ranuras y un aumento de costo de la máquina como consecuencia del mayor número de bobinas a construir.
El orden de magnitud de ranuras por polo que permite tener una sensación del correcto diseño va de 8 a 26, avanzando esta relación hacia los valores más altos a medida que aumenta el diámetro del inducido.
Para un devanado imbricado es necesario que el número de ranuras por par de polos sea entero para que las partes del arrollamiento que corresponden a cada par de polos resulten perfectamente iguales debido a que están en paralelo.
Además debe ser impar si se quiere que la reluctancia del circuito magnético no varíe al moverse el rotor, es decir cuando cada diente ocupa el lugar de la ranura vecina.
Cuando se trata de un arrollamiento ondulado es conveniente que los dientes ocupen debajo de los polos distintas posiciones entre sí. Esta condición se obtiene si se cumple:
siendo n un número entero
En consecuencia si se trata de un devanado imbricado, resulta un valor único tentativo de ranuras en cambio si el devanado es ondulado se tienen dos posibles números de ranuras debiendo el proyectista elegir la solución que considere más conveniente.
Por otra parte es conveniente destacar que con el valor de densidad lineal de corriente adoptado y con el valor de la corriente en cada conductor se tiene el número de conductores totales NT del inducido.
Pero este es un valor tentativo debido a que en rigor se debe cumplir la relación:
NT = NS ´ MM ´ QQ
que vincula el número de conductores por elemento, el número de elementos por ranura y el número de ranuras adoptados.
En consecuencia en cada caso se deberá ajustar el valor del flujo que había sido calculado con el número de conductores tentativos antes mencionado.
6.13.1 Ejemplos de devanados
a) Conocidos los siguientes datos calcular un devanado imbricado:
- NPOL = 6
- QQ = 81
- ZZ = 162
- MM = 4
- NS = 1
El número de ranuras por par de polos es igual a 27, es decir, se trata de un número entero e impar.
Los pasos Y1 e Y2 resultan:
- Y1 = (2 ´ 162 - 0)/6 ± 1 = 55 ó 53
- Y2 = Y1 2 = 53 ó 55
Veamos en primer lugar que adoptando los pasos Y1=53 e Y2=55, que corresponden a un devanado regresivo, el mismo es efectivamente realizable.
Como se puede observar en la Figura 397, partiendo del elemento 1 vamos al 54 que se encuentra en la ranura 14 de allí yendo hacia atrás al elemento 323 que se encuentra en la ranura 81.
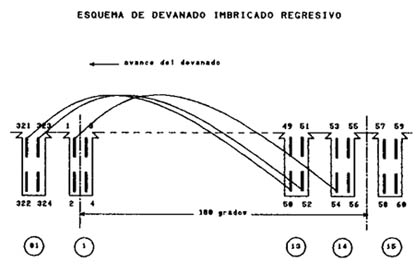
A continuación vamos al 52 que está en la ranura 13 y en forma análoga al 321 que también se encuentra en la ranura 81, pudiéndose observar que con regularidad se van completando las ranuras avanzando hacia atrás por tratarse de un devanado regresivo.
Si en cambio pensamos realizar un devanado progresivo los pasos son Y1=55 e Y2=53 y como se puede observar en la Figura 398 del elemento 1 vamos al 56 que se encuentra en la ranura 14 y del 3 al 58 que pertenece a la ranura 15.
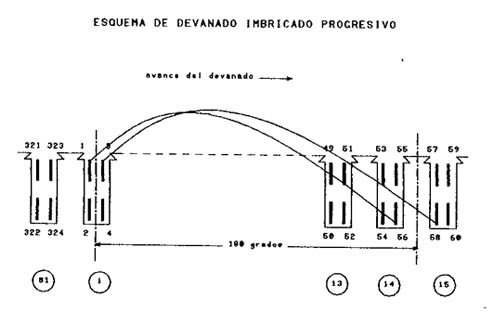
Este devanado a pesar de que no todas las bobinas tienen las mismas dimensiones, es construible y se lo denomina devanado escalonado.
Tiene la ventaja que contribuye a mejorar la conmutación pero resulta más costosa su construcción como consecuencia de que no todas las bobinas son iguales lo cual tiene incidencia en la mano de obra.
Para los devanados imbricados no es necesario calcular el paso YN, pero teniendo en cuenta que para los devanados escalonados este paso no es entero, este valor permite saber a priori si se trata de un devanado escalonado o no.
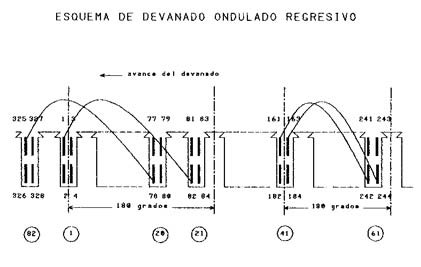
b) Conocidos los siguientes datos calcular un devanado ondulado:
- NPOL = 4
- QQ = 82
- MM = 4
- NS = 1
Se observa que no hay ningún número entero que satisface la expresión que permite tener una adecuada distribución de los dientes debajo de los polos, siendo no obstante ello el devanado perfectamente construible.
El número de ranuras por polo resulta QQ/NPOL = 20.5 y si se adopta un paso entero YN = 20 el paso Y1 es igual a:
Y1 = 20 ´ 4 + 1 = 81
El número de delgas resulta igual a:
ZZ = (4 ´ 82)/2 = 164
pero teniendo en cuenta la expresión que permite calcular el paso del colector YC, en este caso resulta que el número de delgas debe ser impar, en consecuencia se debe eliminar una delga y tendremos una bobina muerta.
Se calcula el paso de la bobina Y que es igual a:
Y = (2 ´ 163 ± 2)/2 = 164 ó 162
Conocido este paso podemos calcular el paso Y2 que resulta:
- Y2 = 164 - 81 = 83 progresivo
- Y2 = 162 - 81 = 81 regresivo
Para un devanado ondulado se tiene un único paso Y1 y dos pasos Y2 que permiten realizar un devanado progresivo y uno regresivo respectivamente.
Veamos en primer lugar si el devanado progresivo es realizable, partiendo del elemento 1 vamos al 82 que se encuentra en la ranura 21, de allí al 165 en la ranura 42 para pasar al 246 que se encuentra en la ranura 62 y por último al elemento 1 que es el de partida.
Como se observa partimos del elemento 1 y después de dar una sola vuelta completa al inducido retornamos al mismo elemento de partida, en consecuencia este devanado con los pasos elegidos no es realizable.
Probemos ahora con el regresivo para lo cual partiendo del elemento 1 vamos al 82 que como vimos se encuentra en la ranura 21 para ir al elemento 163 que se encuentra en la ranura 41, pasamos al 244 que está ubicado en la ranura 61 y de allí al 325 que está en la ranura 82.
La Figura 399 indica, por simplicidad, como son las conexiones de un solo lado del inducido y permite comprobar que el devanado retrocediendo va completando todas las ranuras del inducido.
6.14 DETERMINACION DEL DEVANADO DEL INDUCIDO (PASO 2)
Se deben hacer las siguientes adopciones:
- Tipo de devanado
- Caída de tensión en porciento
- Inducción en el entrehierro Wb/m2
- Número tentativo de ranuras por polo
- Relación entre la longitud de la expansión polar y el paso polar
- Indice del devanado adoptado
- Factor de apilado del rotor
Asumiendo como inducción en el entrehierro la relación entre el flujo útil por polo y el área de la expansión polar BE = WB/BEP´ HLI, es decir el valor medio, de la Figura 400 se puede adoptar un valor adecuado en función del diámetro del inducido.
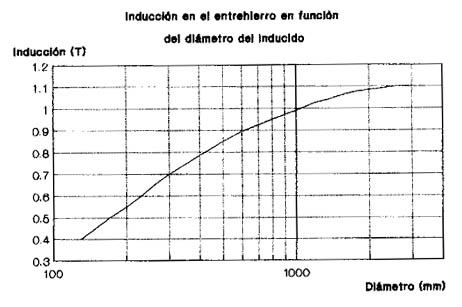
Debido a que del valor de la inducción en el entrehierro depende, en parte también el valor de inducción en los dientes, su elección estará influenciada por la frecuencia que se tiene en el inducido, es decir, que para frecuencias bajas se pueden adoptar valores de inducción más altos y viceversa.
El valor de la relación entre la longitud de la expansión polar y el paso polar ALFA está vinculado con el grado de utilización de la máquina.
Valores muy altos de esta relación conducen a una reacción de inducido elevada y además a una dispersión entre polos importante; esta relación puede valer entre 0.6..0.7 adoptándose normalmente para el cálculo un valor de ALFA = 0.65.
Se calcula la corriente de la máquina (si se trata de un motor se debe tener en cuenta el rendimiento) y con el tipo de devanado adoptado se determina la corriente en los conductores del inducido.
Con el valor de densidad lineal de corriente ya adoptado, se puede determinar el número tentativo de conductores totales del inducido mediante la expresión:
NT = AFC ´ p ´ DIAM(2) / CORR(2)
siendo:
- DIAM(2) : diámetro del inducido en mm
- CORR(2) : corriente de armadura en A
Teniéndose en cuenta la caída de tensión adoptada se calcula el flujo por polo despejándolo de la expresión:
FEM = (NPOL / AA) ´ (WB ´ NT ´ RPM / 60)
siendo:
- AA : número de ramas en paralelo
- WB : flujo por polo en Wb
- RPM : velocidad nominal en v.p.m.
Con el valor de ALFA adoptado se determina la longitud de la expansión polar que llamamos BEP.
De la expresión BE = WB/BEP´ HLI con el valor de inducción adoptado y los parámetros calculados se obtiene el largo ideal de la máquina.
Cabe recordar que son válidas y aplicables las consideraciones que referentes a este parámetro hemos hecho al tratar el alternador (de polos salientes).
Se calcula a continuación la relación entre el largo ideal y el paso polar que llamamos RLTAU y que para máquinas normales de pequeña y media potencia se encuentra comprendida entre 0.5..1.
Debe tenerse en cuenta que con la longitud aumenta la tensión de conmutación (tensión de reactancia) y entre delgas contiguas y además se dificultan las condiciones de refrigeración, pero por razones económicas la tendencia es hacer el inducido lo más largo posible, reduciendo de este modo el diámetro y en consecuencia también el momento de inercia.
6.15 CALCULO Y SELECCION DEL DEVANADO (PASO 3)
Con los criterios ya vistos se elige el tipo de devanado a utilizar.
Si el devanado es imbricado, los cálculos que a continuación se describen se repiten para devanado progresivo y regresivo.
Con la relación ya vista entre número de conductores totales NT, número de ranuras QQ, número de conductores por elemento NS y número de elementos por ranura MM se pueden definir los siguientes límites.
Es conveniente que el número de elementos por ranura esté comprendido entre 2 y 12, y el número de conductores por elemento sea mínimo.
El programa en primer lugar elige el MM mínimo igual a 2, en base a NS=1 determina el MM máximo, limitándolo a 12.
Para cada valor de MM dentro de los límites indicados (téngase en cuenta la condición MM par) determina dos valores de NS, que dan el número de conductores NT por defecto y por exceso alrededor del valor tentativo determinado en el paso anterior (cuando MM es elevado ambos valores de NS dan NT en exceso).
Para bobinado progresivo y regresivo y para dos valores de NS se resuelve efectivamente el bobinado imbricado buscando valores válidos del factor entero arbitrario B que satisfaga las condiciones ya vistas.
Se limita el número de soluciones buscadas a dos por razones de practicidad, teniendo en cuenta que las mejores soluciones se obtienen con los valores más bajos de B (acortamiento mínimo).
Encontrado el paso anterior Y1 se determina el paso posterior Y2, el paso medido en ranuras YN, el número de elementos totales NE y el número total de conductores de la armadura NT de la solución examinada.
Se comprueba que el bobinado es realizable, es decir, que se retorna al elemento 1 de partida una vez recorridos todos los elementos.
Se determina el coeficiente que permite ajustar el flujo y la inducción en el entrehierro para el número de conductores de la solución.
Las soluciones se imprimen una a una asignándoles un número de orden que las identifica.
La posibilidad constructiva de cada solución se pone de manifiesto indicando con KERRO = 0 y con KERRO = 1 las soluciones y no soluciones.
De esta manera se logra tener una imagen de las posibles soluciones que se pueden adoptar, o de una muy "próxima" a la eventualmente fijada como objetivo.
De todas estas soluciones, el programa toma la primera de ellas posible que resulta realizable.
En las sucesivas corridas el usuario puede adoptar si lo considera conveniente otros devanados identificándolos con su número de orden.
De todas las soluciones consideradas se desechan aquellas que no son realizables y además aquellas cuya inducción en el entrehierro supera el valor de 1.2 T, valor que se considera máximo.
Es conveniente que el valor de inducción en el entrehierro sea lo más grande posible, para que resulte bajo el valor de densidad lineal de corriente, condición esta que favorece la conmutación.
Si el valor de inducción en el entrehierro es grande y el de densidad lineal de corriente bajo se tienen, a igualdad de utilización de material, grandes pérdidas en el devanado de excitación (mayor f.m.m. para una dado entrehierro) y menores pérdidas en el devanado del inducido.
Si el devanado es ondulado, como ya hemos visto, se tienen dos opciones posibles en el número de ranuras del inducido, en consecuencia los cálculos se repiten para devanado progresivo y regresivo, y para este par de valores del número de ranuras.
De la misma manera que para el devanado imbricado se determina el campo de valores de MM en el cual se exploran las distintas soluciones.
Análogamente para cada valor de MM se determina el par de valores de NS que cumpla con las condiciones ya vistas.
Se determina el número de delgas ZZ1 considerando que no hay elementos muertos, y luego el número de delgas ZZ = ZZ1 - MU siendo MU el número de pares de elementos muertos (inicialmente cero).
Se calcula el paso de colector YC, que debe ser entero, y si no lo fuera se incrementa MU en una unidad y se recalcula el número de delgas y el paso colector controlando nuevamente que el mismo resulte entero.
Si el problema no se resuelve adoptando un par de elementos muertos (dos puntas que no pueden conectarse al colector, ya que en este falta una delga), el bobinado se considera no realizable.
Cuando el bobinado es realizable se determinan los correspondientes pasos en elementos, el paso en ranuras, el número de elementos totales y el número de conductores totales de la armadura, teniéndose en cuenta para este último valor el número de pares de elementos muertos eventualmente presentes.
Análogamente como para el devanado imbricado se comprueba que el mismo es realizable, se determina el coeficiente que ajusta el flujo y la inducción en el entrehierro, y se controla que esta última no supere el valor fijado.
Por último se imprimen las distintas soluciones tomando la primera que resulte realizable.
6.16 DIMENSIONAMIENTO DEL ARROLLAMIENTO (PASO 4)
Para continuar con esta parte del cálculo se deben adoptar las relaciones y parámetros que se indican:
- Entrehierro en el eje del polo principal en mm
- Relación entre la parte constante del entrehierro y la longitud de la expansión polar
- Relación entre el entrehierro en el extremo del cuerno de la expansión y en el eje del polo
- Densidad de corriente en el inducido en A/mm²
- Coeficiente de aprovechamiento de la ranura
- Resistividad del conductor en ohm´ mm²/m
- Peso específico del material utilizado en kg/dm³
- Aprovechamiento de la corona rotórica (relación entre la sección neta de la corona rotórica y la bruta)
Para elegir el entrehierro se debe tener presente que, a igualdad de otras condiciones, a un aumento del mismo corresponde un incremento de la f.m.m. de excitación necesaria, pero además una reducción de la distorsión del campo provocada por la reacción del inducido.
Se trata entonces de encontrar una adecuada relación entre la f.m.m. del inductor y la f.m.m. de reacción del inducido.
6.17 DEVANADOS DE COMPENSACION
Lograr esta condición puede resultar en algunos casos no económico o bien técnicamente imposible, en cuyo caso surge la necesidad de utilizar devanados compensadores.
Estos arrollamientos sirven para compensar la acción de la f.m.m. de reacción de inducido que actúa debajo de la expansión polar, eliminando la distorsión del campo que ella produce, y se los utiliza en máquinas de gran potencia, o también de pequeña y media potencia, que tienen características delicadas de funcionamiento (motores de amplia regulación de velocidad).
Para alojar las ranuras que contienen estos circuitos, es necesario disponer en la expansión de los polos principales de una mayor altura.
Este arrollamiento tiene una sección del mismo valor de la utilizada en el inducido, por cuanto circula por él la misma corriente.
Las ranuras utilizadas por estos devanados, pueden ser abiertas o semicerradas y su número no está vinculado con el número de ranuras del inducido, estando ligado en cambio su cantidad a otros criterios constructivos.
La f.m.m. necesaria para contrarrestar la reacción del inducido se reparte entre el polo auxiliar y el devanado de compensación.
Para tener un regular funcionamiento de la máquina manteniendo la distorsión dentro de límites adecuados, el entrehierro se puede determinar utilizando la expresión:

siendo C un coeficiente que tiene en cuenta si la máquina tiene o no arrollamientos de compensación y se adopta:
- C = 0.2 sin arrollamientos de compensación
- C = 0.5 con arrollamientos de compensación
La máxima utilización de la máquina se obtiene, con devanados de compensación, cuando la longitud del entrehierro es constante.
Cabe recordar que la componente de reacción de inducido en correspondencia con las extremidades o cuernos de las expansiones polares, es causa de pérdidas en los dientes y en el arrollamiento del inducido, y que en particular si la máquina no tiene devanados de compensación, por la distorsión del campo se produce un aumento de las pérdidas en el hierro.
Por estos motivos, en la práctica se adopta una relación entre la parte constante del entrehierro y la longitud de la expansión polar igual a 0.5.
La Figura 401 presenta el esquema que muestra las dimensiones del polo principal y del polo auxiliar, que permite interpretar las relaciones que se utilizan para el dimensionamiento, siendo:
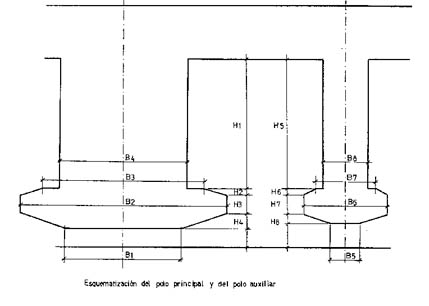
CBEP = B1/B2 = 0.5
La relación entre el entrehierro en el extremo del cuerno de la expansión y en el eje del polo, que llamamos CDEL, se adopta por ejemplo igual a 1.7 y permite a su vez calcular la dimensión HH(4,1) que resulta:
HH(4,1) = DELTA ´ (CDEL - 1)
La densidad de corriente en el inducido, como ya hemos visto para las otras máquinas, es función de las condiciones de ventilación, tipo de servicio, clase de aislamiento, pérdidas a garantizar, etc.
Un valor tentativo de la densidad de corriente a utilizar se puede obtener a partir de la adopción de un adecuado valor de la carga térmica.
Se continúa el cálculo determinando la sección de un conductor, con el número de conductores por ranura la sección total y la sección bruta de conductor, teniendo para ello en cuenta el coeficiente de aprovechamiento de ranura que depende, como ya hemos visto para otras máquinas, de como se realice el devanado (conductor redondo, planchuela) y del tipo de aislamiento utilizado.
Se adoptan los datos que permiten determinar la geometría de la ranura del inducido.
- Tipo de ranura
- Ancho de la entrada de la ranura
- Ancho de la ranura proyectada al entrehierro
- Altura de la entrada
- Altura de la cuña
- Altura de la aislación superior
- Espesor de la aislación
- Ancho total de los canales radiales de ventilación
estos datos están incluidos en el quinto registro, recordamos que todas las dimensiones se dan en mm, y cuando algunos datos son nulos el programa adopta valores adecuados (como ocurre en otros casos).
Con excepción de las máquinas muy pequeñas, se utiliza ranura abierta de caras paralelas (tipo 1), que permite el montaje de bobinas elaboradas fuera de la máquina.
Además con una ranura de este tipo las bobinas tienen una inductancia menor y en consecuencia resulta más bajo el valor de la tensión de reactancia, lo cual resulta ventajoso para la conmutación.
6.18 DIMENSIONAMIENTO DEL COLECTOR (PASO 5)
En máquinas de velocidad media la velocidad periférica del colector es de alrededor de 14 m/s y en máquinas medianas se encuentra entre 10..20 m/s.
Para velocidades de hasta 25 m/s es normal realizar el colector con delgas cuya sujeción es del tipo a cola de milano, según se indica en la Figura 404.
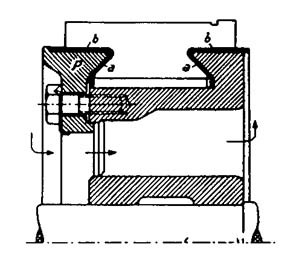
El anillo cónico P, sostenido y prensado contra las delgas mediante bulones, fija las delgas contra el otro soporte cónico. Esta presión debe traducirse en una compresión de las delgas entre si.
Es necesario que los conos apoyen contra las delgas a lo largo de la superficie a, mientras que es necesario que haya un juego suficiente a lo largo de la superficie b, siendo conveniente que estas superficies sean, por razones mecánicas, cilíndricas más que cónicas.
Cabe remarcar que aquí no se pretende abarcar ni profundizar las distintas soluciones constructivas posibles de colectores, sino sólo plantear algunos de los criterios de diseño y problemas constructivos más importantes que se pueden presentar durante un proyecto.
El colector normalmente está refrigerado mediante circulación de aire que lo recorre, en sentido axial, en la parte interna como se observa en la Figura 404, que puede entonces circular en el interior del inducido, si se han previsto canales axiales o radiales de ventilación.
El colector puede estar montado directamente sobre el eje de la máquina (en este caso puede no haber circulación de aire en la parte interna) o bien mediante un cubo como indica la figura antes citada.
La aislación entre los conos de fijación y las delgas se realiza con conos aislantes de micanita prensados cuyos espesores oscilan entre 1 y 3 mm.
El ancho de la delga medido en la superficie del colector en máquinas de pequeña potencia debe encontrarse entre 3 y 3.5 mm como mínimo y de 10 a 12 mm como máximo, siendo de 6 a 8 mm el valor medio utilizado normalmente.
El aislante entre delgas que se utiliza es micanita con una cantidad de material aglomerante reducido y con un espesor que va de 0.6..0.8 mm, y que debe ser uniforme y rigurosamente exacto para evitar que aun mínimas diferencias, puedan ser la causa de una sensible variación del diámetro del colector debido a la gran cantidad de delgas que lo componen.
Una vez armado el colector se lo debe someter a un delicado proceso de estabilización que consiste en calentarlo a una temperatura superior a la de funcionamiento por un tiempo determinado (que depende de su tamaño) y que tiene por finalidad permitir la adaptación de la micanita a las posibles irregularidades de las delgas, y además expulsar el exceso de humedad y de aglomerante.
Luego se ajustan las piezas que lo arman y el conjunto se lo hace girar a una determinada velocidad.
Los ciclos de calentamiento y centrifugado se repiten antes de montar el colector en la máquina tantas veces como sea necesario hasta lograr un bloque compacto y resistente a los esfuerzos mecánicos a los que el colector estará sometido durante su vida útil.
La fijación directa de los extremos del devanado a las entalladuras realizadas en las delgas solamente es posible en máquinas pequeñas.
En máquinas medianas y grandes la conexión entre los extremos del devanado y las delgas se realiza mediante adecuadas láminas de cobre llamadas banderas que requieren un especial cuidado debido a que las mismas deben poder soportar los esfuerzos centrífugos, vibraciones y eventuales dilataciones térmicas sin comprometer la aislación entre delgas.
Estas banderas tienen una frecuencia propia de oscilación y además una frecuencia impuesta debido a las fuerzas electrodinámicas o a las oscilaciones torsionales del sistema rotante.
En máquinas grandes es conveniente calcular la diferencia entre estas frecuencias para evitar la presencia de peligrosos fenómenos de resonancia.
Para aumentar la frecuencia propia de vibración se colocan cuñas distanciadoras entre las banderas con un adecuado bandaje de sujeción.
Para dimensionar el colector se deben adoptar las relaciones y parámetros siguientes:
- Relación diámetro del colector al diámetro del inducido en el fondo de la ranura
- Espesor del aislante entre delgas en mm
- Densidad de corriente en escobillas en A/mm²
- Relación entre la longitud axial neta de las escobillas y la longitud efectivamente ocupada (tiene en cuenta el espacio ocupado por las cajas portaescobillas)
- Coeficiente de rozamiento de la escobilla
- Presión de la escobilla en gr/mm²
- Número de barrales portaescobillas
Con la relación diámetro del colector al diámetro del inducido en el fondo de la ranura que llamamos DCDF se obtiene el diámetro del colector.
Se calcula el paso de la delga teniendo en cuenta para ello el número de delgas y el espesor de aislación entre delgas adoptado.
Para tener una conmutación adecuada la dimensión tangencial de la escobilla es conveniente que se encuentre comprendida entre 2 y 3 delgas.
Si se adoptan las dimensiones tangenciales de las escobillas normalizadas, se selecciona una dimensión tangencial de escobilla por defecto más cercano a 2.9 veces el paso de la delga antes calculado.
Las normas fijan valores para la sobreelevación de temperatura del colector (la cual se mide con termómetro), depende del aislamiento que se utilice para su construcción, excepto cuando el colector se encuentra muy próximo a los arrollamientos (colector sin banderas), en cuyo caso la sobreelevación de temperatura no debe exceder los valores correspondientes a la clase del aislamiento utilizado para el devanado del inducido.
Las pérdidas por rozamiento en el colector se pueden calcular con la expresión:

siendo:
- HMU: coeficiente de rozamiento
- PRES: presión de escobillas g/mm²
- TES: dimensión tangencial de la escobilla mm
- AES: dimensión axial de la escobilla mm
- VCOL: velocidad periférica del colector m/s
- NBAR: número de barrales portaescobillas
Las pérdidas eléctricas se calculan con:
PERC = VESC ´ NBAR ´ CORR3 / 100 (kW)
siendo:
- VESC: caída de tensión por escobilla (se adopta 1 V)
- CORR3: corriente de escobilla (de todo el barral)
La sobreelevación de temperatura que alcanza un colector depende de su forma constructiva y del modo como se lo refrigera, para un colector normal (sin banderas) refrigerado superficialmente de un modo eficaz, se puede utilizar la expresión:
 (°C)
(°C)- SUPC = 10-6 ´ p ´ ACOL ´ DCOL (m2)
 (W/m2´ °C)
(W/m2´ °C)
siendo SUPC la superficie del colector y CTRA el coeficiente de transmisión de calor (que depende del modo de ventilación).
La tensión media entre delgas se calcula con:
EMED = UU2 ´ NPOL / ZZ (V)
los términos que intervienen tienen el significado ya indicado.
6.19 CONMUTACION
La conmutación es el fenómeno más delicado que se desarrolla en la máquina de corriente continua.
Su estudio teórico es muy difícil, debido a la notable cantidad de variables que en ella intervienen como así también diversos aspectos experimentales.
Una conmutación mala o defectuosa puede ser la consecuencia de un mal proyecto, pero también cuando la máquina ha sido construida con una adecuada conmutación pueden presentarse igualmente una gran cantidad de inconvenientes.
Sin pretender realizar un minucioso tratamiento del tema, se mencionan algunas de las posibles causas que la afectan.
La posición de las escobillas tiene una gran influencia en la conmutación, siendo necesario determinar experimentalmente en la sala de pruebas del fabricante, la correcta zona neutra para las escobillas.
6.19.1 Caída de contacto en escobillas
Hay varias teorías acerca del contacto de escobillas siendo el fenómeno de naturaleza muy compleja.
Para dar una explicación simple se puede decir que una escobilla que funciona correctamente no tiene un contacto mecánico con el colector, al límite se apoya sobre un colchón de moléculas de agua.
La corriente circula a través de una serie de puntos que se mueven rápidamente sobre toda la superficie de contacto de la escobilla, y el desplazamiento de los contactos depende de la atmósfera en que se encuentran.
Estudios realizados han demostrado que la humedad relativa ambiente debe ser 100% para una temperatura de -5 °C y 20% para 20 °C.
Si la humedad es demasiado baja,(esta situación se puede presentar en lugares de baja temperatura), puede ser necesario utilizar escobillas especialmente impregnadas o bien como alternativa, producir una humidificación artificial del aire.
Para tener una conmutación satisfactoria se requiere además que se supere un valor mínimo de densidad de corriente en las escobillas (la densidad de corriente es sinónimo de temperatura).
Esta situación se puede explicar teniendo en cuenta que la temperatura en la zona vecina a la superficie de contacto produce humedad al vaporizarse el aire y a este fenómeno se lo denomina comúnmente lubricación eléctrica.
Esta lubricación es necesaria para que se forme una película sobre la superficie del colector, conocida con el nombre de pátina, y que está formada a partir de la escobilla por partículas libres, una película de grafito y una película de óxido de cobre.
La Figura 405 muestra la variación del coeficiente de rozamiento en función de la temperatura y se incluye además la escala que indica la densidad de corriente.
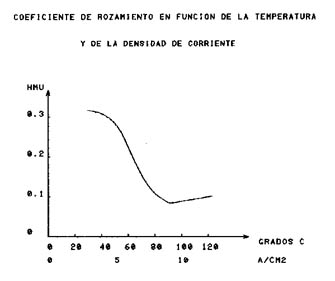
Se puede observar que para una temperatura de 100 °C (10 A/cm2) el coeficiente de rozamiento resulta 0.1 y para 50 °C (5 A/cm2) el mismo resulta tres veces mayor.
Esta situación indica que el rozamiento, y por lo tanto el desgaste de la escobilla y del colector, puede resultar excesivo cuando la humedad y/o la densidad de corriente son demasiado bajos.
El límite crítico de densidad de corriente se encuentra entre 5..6 A/cm2.
Es importante remarcar que la temperatura se debe producir en la superficie de contacto de las escobillas no siendo suficiente para ello calentar el colector por medios artificiales.
Esto se debe a que la temperatura de los puntos de conducción de corriente es muy alta y en cambio los valores de temperatura indicados en la Figura 405 son valores promedios medidos después de un cierto lapso y para todo el colector.
Veamos ahora que ocurre cuando una máquina funciona con una carga pequeña y en consecuencia las escobillas trabajan con una densidad de corriente baja.
Después de algún tiempo en servicio se puede observar que el colector presenta un desgaste anormal.
La causa de esta situación se debe a la baja densidad de corriente que implica una baja temperatura de contacto y en consecuencia no se vaporiza el agua necesaria para producir la lubricación eléctrica.
Las escobillas comienzan a estar en contacto mecánico con el colector produciendo la formación de una película sobre este último que tiende a impedir la circulación de la corriente.
La corriente entonces comienza a circular por los puntos más débiles de esta capa produciéndose leves bandas sobre el colector.
En la superficie de las escobillas que corresponden a estas bandas del colector, se forman surcos y la corriente tiende a concentrarse en esta zona, produciendo bandas sobre las escobillas y el colector.
Esta situación conduce a la formación de depresiones en la superficie del colector que pueden alcanzar un ancho superior a 1 mm (conocido en la literatura técnica con el nombre de «ribbing») o bien menores de 1 mm (denominado «threading»).
Otra causa común, que produce estas mismas consecuencias, es el funcionamiento de la máquina en atmósferas contaminadas con gases sulfúricos, clorhídricos o amoniacales.
En síntesis, la caída de contacto entre escobilla y colector no es constante, en general disminuye con el incremento de la densidad de corriente.
El valor de esta caída de tensión depende de los materiales con que están construidos el colector y las escobillas, del sentido de pasaje de la corriente, del valor de densidad de la corriente, de la temperatura, de la presión ejercida sobre la superficie de contacto, de las características químicas y mecánicas de las superficies de contacto.
6.20 TORNEADO, RECTIFICADO Y DESMICADO DEL COLECTOR
Para lograr una conmutación satisfactoria y un buen contacto entre escobillas y colector es de fundamental importancia prestar mucha atención al rectificado y desmicado del colector.
Si el mecanizado se realiza a una velocidad baja, el radio de cada delga puede resultar menor que el radio del colector, y esta situación puede resultar perjudicial e inaceptable para la conmutación.
La terminación superficial del colector (rugosidad) debe ser como máximo de 4 micrones.
Para un colector nuevo la máxima excentricidad normalmente es de 0.04 mm, además la diferencia de radio (altura) de dos delgas adyacentes no debe exceder 4 micrones.
La mica entre delgas debe rebajarse entre 0.7..1.2 mm y además los bordes de las delgas deben estar completamente libres de mica.
A este punto se debe remarcar la importancia fundamental que tiene la adecuada elección del tipo y de escobillas para una correcta conmutación.
Los fabricantes de escobillas brindan información de las características físicas y condiciones de empleo de las distintas calidades y tipos de escobillas que producen.
Como en la selección de la calidad de escobillas influyen un amplio espectro de datos a considerar, generalmente es conveniente aprovechar el asesoramiento que brindan los fabricantes, para determinar la calidad correcta de escobillas a utilizar.
6.21 PORTAESCOBILLAS
Un factor muy importante es la presión de escobillas y debe ser considerado cuidadosamente.
En la Figura 406 se indica para escobillas electrografíticas la característica de desgaste en función de la presión.
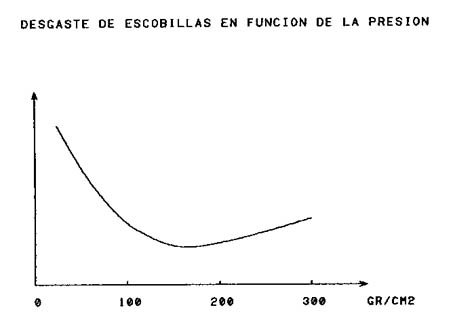
Como se puede observar el desgaste mínimo se tiene para una presión de alrededor de 180 gr/cm2.
Cuando la presión disminuye el desgaste aumenta bruscamente por causas eléctricas, mientras que con el aumento de la presión se produce un incremento del desgaste no tan pronunciado, y que se debe al aumento de la solicitación mecánica.
El muelle de la caja portaescobilla ejerce normalmente una presión de 200..250 gr/cm2. Una parte de esta presión se ejerce lateralmente siendo la presión sobre la escobilla propiamente dicha de aproximadamente 180 gr/cm2.
El polvo que se puede acumular entre las escobillas y las cajas portaescobillas produce una fricción adicional y una reducción de la presión, es decir, que aun con buenos portaescobillas la presión puede resultar inadecuada.
Se deben mantener limpias las máquinas particularmente en ambientes polvorientos o bien en el caso de que el sistema de ventilación de la máquina sea inadecuado para el lugar donde funciona.
Se debe tener especial cuidado de que ningún aceite entre en contacto con el colector y en el caso que ello ocurra, se deben reemplazar las escobillas y limpiar cuidadosamente el colector.
La distancia entre la caja portaescobillas y el colector debe ser de 2..3 mm y en tal sentido después de que el colector es sometido a un nuevo mecanizado, esta distancia debe ajustarse nuevamente.
6.22 TENSION DE REACTANCIA
La tensión en los extremos de las bobinas que están cortocircuitados durante la conmutación debería ser nula, pero debido a que la corriente en la bobina cambia de sentido, se induce una tensión, denominada de reactancia, que trata de hacer circular una corriente en sentido opuesto.
Esta tensión de reactancia se compensa normalmente con una tensión rotacional de igual valor, pero de sentido opuesto, producida por el flujo de los polos auxiliares o de conmutación ubicados entre los polos principales.
Si el flujo que producen estos polos auxiliares no está correctamente ajustado, y supongamos por ejemplo que se produce una subconmutación, en el borde de salida de la escobilla se tiene una elevada corriente que produce en consecuencia una conmutación inadecuada.
El proyectista debe estar seguro que la tensión de reactancia se encuentra dentro de límites aceptables y en base a ello se debe elegir el tipo de escobillas conveniente.
Las escobillas electrografíticas normalmente utilizadas tienen una resistencia de contacto que para densidades normales de corriente (alrededor de 10 A/cm2), producen una caída de tensión de por lo menos 1 volt.
Las máquinas que presentan problemas de conmutación, como por ejemplo máquinas de alta velocidad, con cargas pesadas o máquinas de corriente continua especiales, requieren adecuados tipos de escobillas.
Un método simple de controlar la conmutación consiste en graficar la caída de tensión, según se indica en la Figura 407, midiendo la caída de tensión entre la escobilla y tres puntos del colector.
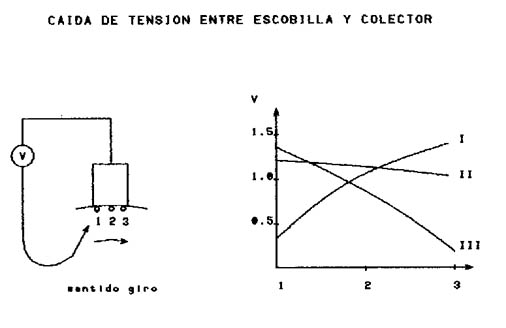
La caída de tensión en cada punto se encuentra comprendida entre 1 a 2 volt.
La forma de las curvas de caída de tensión en función del punto de medición indica si la compensación de los interpolos es adecuada, y se puede decir lo siguiente:
- I: Se tiene una corriente de conmutación atrasada es decir una subconmutación, significa que se debe aumentar de algún modo el campo producido por los interpolos.
- II: Se tiene una conmutación correcta.
- III: Se tiene una corriente de conmutación adelantada o sobreconmutación, y en este caso se debe reducir el campo.
En general las máquinas se diseñan para que funcionen con una ligera sobreconmutación que es preferible.
6.23 DETERMINACION DE LA GEOMETRIA DE LOS POLOS DE EXCITACION Y DE LOS POLOS AUXILIARES (PASO 6)
Es de fundamental importancia la determinación de la forma más adecuada del polo principal y de su expansión, para hacer despreciable la distorsión del flujo causado por la reacción de inducido.
Esta distorsión es causa de pérdidas notables en los dientes y en el arrollamiento del inducido y además, a igualdad de flujo útil, produce un aumento de la tensión máxima entre delgas, principalmente para aquellas delgas que corresponden a bobinas que cortan líneas de flujo en los puntos donde la inducción tiene el valor máximo.
Si se conoce la efectiva distribución del campo en carga se puede calcular la tensión máxima entre dos delgas, puede valer para máquinas de potencia media alrededor de 35 V, para máquinas de gran potencia entre 25 y 30 V y para máquinas de pequeña potencia entre 40 y 50 V.
Normalmente se hace mención a la tensión media entre delgas, y para construcciones normales se trata de que no supere los 20 V (sin circuito compensador) y hasta 25 V (con circuito compensador).
La práctica constructiva ha conducido a la forma normal de los polos en la cual el entrehierro tiene una dimensión constante a lo largo de una parte del arco polar, mientras en la extremidad del arco mismo, la dimensión del entrehierro aumenta hacia la salida del mismo.
Es importante la forma de la expansión polar del polo auxiliar para lograr una compensación de la tensión de reactancia lo mejor posible.
Se considera conveniente para ello que el arco de la expansión del polo auxiliar cuyo entrehierro es constante, abarque aproximadamente una ranura y los dos dientes vecinos.
Para el dimensionamiento tanto del polo principal como del polo auxiliar, se adoptaron un conjunto de relaciones que vinculan las dimensiones indicadas en la Figura 403 (esquema polos) con otros parámetros de la máquina.
Estas relaciones pueden ser fijadas por el proyectista y de no ser así el programa propone adecuados valores que permiten resolver el problema de diseño de los polos.
Se deberá luego evaluar si los resultados obtenidos satisfacen los requerimientos del proyecto o bien, en caso contrario, introducir los cambios que se estime conveniente.
6.24 DETERMINACION DE LAS CARACTERISTICAS MAGNETICAS (PASO 7 Y 8)
Se deben conocer las características de los materiales adoptados para la construcción.
Estas son como ya hemos visto, la intensidad de campo (característica magnética) y las pérdidas específicas que son función del valor de la inducción.
Estos datos deben conocerse tanto para el material utilizado en el estator (polos de excitación, auxiliares y corona estatórica), como para el material utilizado en el rotor (inducido).
Si se introducen las características de los materiales utilizados, el programa controla la validez de estos valores y si son correctos los acepta, caso contrario adopta valores adecuados para ambos materiales.
Con los valores de inducción ya calculados para cada tramo del circuito magnético, y para la condición de funcionamiento nominal en vacío (haciendo la tensión en valor relativo igual a 1), se determina la f.m.m. de cada tramo y se imprimen la f.m.m. total, la f.m.m. del entrehierro, y la f.m.m. del entrehierro más diente.
Para la condición nominal (tensión nominal y velocidad base) se calculan las pérdidas específicas en el hierro de la corona rotórica y de los dientes (con los pesos correspondiente y el factor de incremento de pérdidas), y se las corrige por la relación de frecuencia entre la que efectivamente presenta el rotor a la velocidad base y la que corresponde a la característica del material utilizado.
La geometría de la cabeza de bobina se determina del mismo modo como para las otras máquinas rotantes.
Se calcula la resistencia total del devanado de armadura (considerándolo abierto) y luego la resistencia de armadura teniendo en cuenta para ello el número de ramas en paralelo (devanado ondulado o imbricado).
Se determinan a continuación varios puntos de la característica de vacío para distintos valores relativos de la tensión.
Con estos resultados se construyen los gráficos que representan la f.m.m. de entrehierro, la del entrehierro más diente y la total.
6.25 DETERMINACION DEL DEVANADO DEL POLO DE CONMUTACION (PASO 9)
Para dimensionar este devanado se deben adoptar los siguientes parámetros:
- Espesor de la aislación contra masa del bobinado en mm
- Dispersión del polo de conmutación
- Densidad de corriente en A/mm²
- Coeficiente de aprovechamiento
- Resistividad en ohm´ mm²/m
- Peso específico en kg/dm³
El problema del cálculo consiste en determinar la f.m.m. necesaria a colocar en el polo de conmutación para contrarrestar en primer lugar la reacción de inducido y además la tensión de reactancia.
Cuando circula corriente por los conductores del inducido se produce una f.m.m. que se distribuye linealmente, desde un valor nulo (coincidente con el eje de simetría del polo principal), hasta alcanzar el valor máximo (eje interpolar) que resulta igual a:
FMMR = NT ´ CORR(2) / 2 ´ NPOL (As)
siendo:
NT: número de conductores totales del inducido
CORR(2): corriente de armadura en A
NPOL : número de polos
El cálculo de la tensión de reactancia para cada instante durante el tiempo que dura la conmutación resulta muy complejo, pero se puede admitir haciendo algunas hipótesis simplificativas (ancho de la escobilla igual al de la delga, y dos elementos por ranura), que la tensión media de reactancia es igual a:
EREDC = 2 ´ 102 ´ HLH(2) ´ AFC ´ NS ´ VPI ´ PSI (V)
siendo:
VPI: velocidad periférica del inducido en m/s
PSI: coeficiente denominado de HOBART
Este coeficiente para máquinas con polos de conmutación se puede calcular mediante la expresión:

siendo:
H6: altura de la ranura en mm
B5: ancho de la ranura en mm
HLA: longitud de la cabeza de bobina en mm
HLH: largo del hierro en mm
los demás términos tienen el significado conocido.
Es importante tener presente que a causa del procedimiento simplificado utilizado para el cálculo de la tensión de reactancia que se utilizó en este caso, pero que también es frecuentemente adoptado para proyectos de mayor envergadura, la definitiva puesta a punto de los polos de conmutación requiere frecuentemente retoques cuando la máquina se ensaya.
Recordando los conceptos ya vistos, resulta de utilidad determinar la caída de tensión entre la escobilla y distintos puntos del colector.
Para compensar la tensión de reactancia, como ya visto, se debe inducir en la espira en conmutación una f.e.m. de igual valor y sentido contrario para lo cual es necesario tener en el entrehierro del polo de conmutación una inducción igual a:
BPC = PSI ´ AFC ´ 105 (T)
La f.m.m. necesaria para compensar la tensión de reactancia resulta:
FMMV = 0.8 ´ 103 ´ BPC ´ DELTAX (As)
siendo:
DELTAX: entrehierro del polo de conmutación en mm
Finalmente la f.m.m. total que se debe colocar en el polo de conmutación es igual a:
FMMC = FMMR + FMMV (As)
El número de espiras (entero) del polo de conmutación resulta:
NESPC = FMMC / CORR(1)
siendo:
CORR(1) : la corriente total en A
La inducción en el cuello del polo se calcula con la expresión:v
 (T)
(T)
siendo:
B6: longitud de la expansión en mm
B8: ancho del cuello en mm
DISP: dispersión del polo (puede valer de 2..4)
los demás términos tienen el significado conocido.
Con el valor de densidad de corriente adoptado se calcula la sección del conductor que resulta:
SC(3) = CORR(1) / DENC(3) (mm²)
y con el coeficiente de aprovechamiento la sección bruta ocupada por el devanado:
SN(3) = SC(3) ´ NESPC / COEAP(3) (mm²)
La altura de la bobina se determina descontando a la altura del cuello del polo el espacio ocupado por la aislación contra masa:
HBC = H5 - 2 ´ EA(3) (mm)
siendo:
H5: altura del cuello en mm
EA(3): espesor de la aislación contra masa en mm
Conocida la geometría del polo se calcula la espira media de la bobina:
ESPMBC = 2 ´ (B8 + HLT + 4 ´ EA(3)) + EBC ´ p (mm)
EBC = SN(3) / HBC (mm)
los términos tienen el significado conocido.
La resistencia de la bobina se determina con:
R(3) = RHO(3) ´ ESPMBC ´ NESPC / 1000 ´ SC(3) (ohm)
y el peso de las bobinas con:
PESC(3) = NPOL ´ NESPC ´ ESPMBC ´ SC(3) ´ DCOND(3) ´ 10-6 (kg)
siendo:
DCOND(3): peso específico en kg/dm³
Finalmente se determina la caída de tensión en la armadura:
DUARM = R(2) ´ CORR(2) (V)
la caída en los polos auxiliares:
DUPOC = NPOL ´ R(3) ´ CORR(1) (V)
y la caída total (suma de éstas más la caída en escobillas):
DUTOT = DUARM + 2 ´ VESC + DUPOC (V)
siendo:
VESC: caída en escobillas en V
Hemos visto ya la naturaleza de este último término, y se adopta para los cálculos un valor igual a 1 V.
Se calcula la caída de tensión en valor relativo:
CU = 100 ´ DUTOT / UU(2) (V)
siendo:
UU(2): tensión nominal en V
Se asigna a la caída de tensión signo + si se trata de un motor y - de una dínamo.
Se calculan las pérdidas (que incluyen la caída de tensión en la armadura, en escobillas y en los devanados auxiliares):
PERDI = DUTOT ´ CORR(1) / 1000 (kW)
6.26 DETERMINACION DE LA EXCITACION DEL POLO PRINCIPAL (PASO 10)
Las máquinas de corriente continua pueden excitarse de distintas formas (excitación independiente, derivación, serie y compuesta), dependiendo de ello las características de funcionamiento.
Según la forma de excitación varían las características de los devanados (sección y número de espiras), resultando en consecuencia distintas formas constructivas de estas bobinas.
Para el cálculo de la máquina de continua, se ha adoptado la excitación independiente; actualmente se puede considerar que ésta es la más utilizada, debido esencialmente a la gran difusión de los convertidores electrónicos, para las máquinas de tracción en cambio resulta particularmente apta la característica serie.
Las afirmaciones antes realizadas no afectan fundamentalmente el proyecto, la teoría de las máquinas eléctricas permite estudiar como se comportará la máquina con una excitación arbitraria, eventualmente función de cualquiera de las magnitudes en juego, corriente de armadura, par, velocidad etc.
Para dimensionar este devanado se deben adoptar los siguientes parámetros:
- Espesor de la aislación contra masa del bobinado en mm
- Factor de incremento de la f.m.m. total de excitación
- Tensión de excitación por polo en V
- Densidad de corriente en A/mm²
- Coeficiente de aprovechamiento
- Resistividad en ohm´ mm²/m
- Peso específico en kg/dm³
El cálculo consiste en determinar la f.m.m. necesaria a colocar en el polo principal para contrarrestar en carga la caída de tensión total calculada en el paso anterior y además la reacción del inducido.
6.27 EFECTO DE LA REACCION DE INDUCIDO
La f.m.m. de reacción de inducido es nula en correspondencia con el eje del polo principal y crece linealmente hacia los extremos de la expansión polar.
Ello implica un reforzamiento en una mitad y un debilitamiento del campo (flujo) en la otra mitad del polo.
Debido a los efectos de saturación del circuito magnético, en particular en los dientes del inducido el incremento del flujo en una mitad es inferior a la reducción en la otra mitad.
En consecuencia el flujo total se reduce, afectando el valor de la f.e.m. de la máquina, que también disminuye.
Para tener en cuenta esta situación dado que los efectos de distorsión del campo actúan prevalentemente en el entrehierro y en los dientes del inducido, a partir de la característica de entrehierro más diente se realiza la construcción que se explica a continuación, y que muestra la Figura 6.26.
Con la característica de entrehierro más diente se determina la excitación correspondiente CDIE1 para la f.e.m. nominal FEM, y se llevan hacia ambos lados el valor de la reacción de inducido frente al semipolo (extremos de la expansión polar)
DEXC = AFC ´ BEP / 2
En consecuencia la f.e.m. teniendo en cuenta la reacción del inducido, resulta el valor medio que corresponde al área debajo de la característica definida comprendida entre:
C10 = CDIE1 - DEXC y
C20 = CDIE1 + DEXC
Llamemos S1 al área comprendida entre C10 y CDIE1, la característica y la ordenada de la f.e.m. nominal, y S2 al área comprendida entre CDIE1 y C20.
Por lo dicho el área S1 es mayor que el área S2.
Si se desplaza el segmento C10, C20 hacia la derecha se observa que S1 se reduce y S2 se incrementa, esto se hace hasta lograr que ambas áreas se igualen, llamemos C10F y C20F los valores finales que cumplen esta condición.
La excitación necesaria para lograr esto es:
(C10F + C20F) / 2
y en consecuencia se debe incrementar CDIE1 en:
(C10F + C20F) / 2 - CDIE1
Para resolver este problema se calculan las integrales que representan las áreas S2 y S1 en forma genérica para cualquier punto C10 y C20.
Para el valor de CDIE1 se determina un primer valor de
C20 = CDIE1 + DEXC
y con este S2.
Se repite luego lo siguiente hasta conseguir que S1 y S2 sean iguales.
Se determina C10 = C20 - 2 ´ DEXC y luego S1 (que es negativo).
Se determina S3 = (S2 - S1)/2 que es el valor que debería tener S2 y S1 cuando se igualan las áreas, y el ERROR = ½ (S2+S1)/S3½ (valor absoluto) que cuando es pequeño indica el fin de la iteración.
Si el error es grande entonces se hace S2 = S3 y se determina por interpolación un nuevo valor C20 que se utiliza para reiniciar la iteración, se obtienen así finalmente los valores que hemos denominado C10F y C20F.
En algunos casos, cuando la reacción de inducido resulta excesiva, (como consecuencia por ejemplo de haber adoptado una solución inadecuada del devanado) puede presentarse que C10 resulte menor o igual a cero (CDIE1 menor que DEXC) en esta situación se pone en evidencia que la reacción de inducido es excesiva.
El efecto de la reacción del inducido es distinto según la saturación de las partes magnéticas afectadas. Si no hay saturación el refuerzo y debilitamiento se compensan, se tiene una distorsión del flujo pero su valor permanece invariable.
Normalmente el circuito magnético está notablemente saturado en ciertos puntos (dientes del inducido) y por lo tanto la disminución de flujo en la mitad de un polo es superior al aumento en la otra mitad.
Para mantener la distorsión del campo dentro de ciertos límites es conveniente mantener una relación conveniente entre los amperespiras del inductor y del inducido por polo. Esto se obtiene limitando el número de amperespiras del inducido y adoptando para el entrehiero un valor adecuado.
Si por efecto de la saturación resultara C20 exageradamente elevada, también una advertencia indicará que el cálculo puede no ser correcto.
Se determina de este modo la f.m.m. por polo necesaria FMMP que se la afecta con un factor de incremento que se adopta igual a 1.1 obteniéndose de este modo la f.m.m. que permite lograr con certeza alcanzar la f.e.m. con un cierto margen de exceso.
6.28 DETERMINACION DEL BOBINADO DEL POLO DE EXCITACION (PASO 11)
Para determinar el espacio disponible para ubicar la bobina de excitación se realizan simplificaciones geométricas notables.
Se determinan los diámetros en el asiento del bobinado D1 y en la corona D2 (ver esquema corte transversal del motor Figura 411).
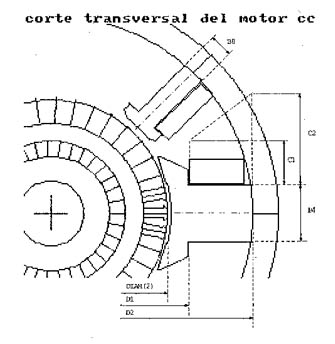
Se calcula con los diámetros obtenidos la longitud de los arcos entre los ejes del polo principal y del polo auxiliar.
Se descuenta el espacio ocupado por el polo auxiliar y su correspondiente bobinado.
Se descuenta el espacio ocupado por el cuello del polo principal y la aislación contra masa del bobinado.
El segmento de corona así obtenido se lo asimila a un trapecio que define la sección disponible para el bobinado.
En la Figura 411 se nota que la sección disponible de este modo calculada resulta inferior (acentuándose esta diferencia cuanto menor es el diámetro de la máquina) a la sección real disponible.
Se realizan los siguientes cálculos.
La altura de la bobina:
HBP = H1 - 2 ´ EA(1) (mm)
siendo:
H1: altura del cuello del polo en mm
EA(1): espesor de la aislación contra masa en mm
La sección disponible:
SBP = HBP ´ (C1 + C2) / 2 (mm²)
La sección total de conductor necesaria:
SA(1) = FMMP / DENC(1) (mm²)
siendo:
DENC(1): densidad de corriente en A/mm²
Con el coeficiente de aprovechamiento la sección bruta:
SN(1) = SA(1) / COEAP(1) (mm²)
La relación entre la sección bruta y la disponible debe ser menor que 1, de no ser así se debe aumentar la densidad de corriente.
Si se presenta esta situación el programa hace la sección bruta igual a la disponible y lo pone de manifiesto indicando que la sección disponible es escasa, y que la densidad de corriente adoptada se incrementó para que el bobinado quepa en el espacio existente.
En sucesivas corridas se debe decidir que acciones realizar para mejorar el diseño.
Se calcula la espira media que se utiliza para calcular la resistencia y peso de la bobina.
La sección del conductor:
SC (1) = FMMP ´ RHO(1) ´ ESPMBP ´ 10-3 / UPOL (mm²)
siendo:
RHO(1): resistividad en ohm´ mm²/m
UPOL : tensión por polo en V
Con estos datos se calculan la corriente de excitación y el número de espiras (que debe ser entero).
Se determinan finalmente las pérdidas de excitación:
PEXC = R(1) ´ CEXC2 ´ NPOL / 1000 (kW)
El cálculo de las pérdidas totales resulta:
PERD = PEXC + PERDI + PERRR + PERFER (kW)
siendo:
PEXC: pérdidas de excitación
PERDI: pérdidas en el inducido, devanados de compensación y caída en escobillas
PERR : pérdidas por rozamiento en el colector
PERFER: pérdidas en el hierro
No se han tenido en cuenta las pérdidas de ventilación y adicionales presentes en la máquina.
El rendimiento en p.u. resulta:
Se destaca que para la determinación de las pérdidas se utilizaron expresiones teórico empíricas simplificadas de aplicación general, razón por la cual el rendimiento en particular se debe corroborar con el valor obtenido mediante los ensayos que prescriben las normas para evaluar las pérdidas.
En el caso de encontrar importantes diferencias entre ambos valores, se deberán estudiar cuidadosamente las causas que justifiquen el apartamiento lo cual permitirá obtener una beneficiosa experiencia.
6.29 BIBLIOGRAFIA MAQUINA DE CORRIENTE CONTINUA
- PUBLICACION IEC 34-1 (1983) Part 1: Rating and perfomance.
- PUBLICACION IEC 34-2 (1972) Part 2: Methods for determining losses and efficiency of rotating electrical machinery from test.
- PUBLICACION IEC 34-5 (1981) Part 5: Classifications of degrees of protection provided by enclosures for rotating machines.
- PUBLICACION IEC 34-6 (1969) Part 6: Methods of cooling rotating machinery.
- PUBLICACION IEC 34-7 (1972) Part 7: Symbols for types of construction and mounting arrangements of rotating electrical machinery.
- PUBLICACION IEC 34-8 (1972) Part 8: Terminal markings and direction of rotation of rotating machines.
- PUBLICACION IEC 72 (1971) Dimensions and output ratings for rotating electrical machines - Frame numbers 56 to 400 and flange numbers F55 to F1080.
- PUBLICACION IEC 136-1 Dimensions of brushes and brushholders for electrical machinery. Principal dimensions and tolerances.
- M. LIWSCHITZ "Calcolo e determinazione delle dimensioni delle macchine elettriche" ULRICO HOEPLI-MILANO.
- A. CARRER "Macchine elettriche" Parte quarta Macchine a corrente continua - LEVROTTO BELLA - TORINO.
- G. REBORA "La construccion de maquinas electricas" HOEPLI- BARCELONA (1969).
- G. SOMEDA "Elementi di costruzione delle macchine elettriche" R. PATRON - BOLOGNA.
- W. SCHUISKY "Calcolo delle macchine elettriche" CASA EDITRICE AMBROSIANA - MILANO.
- Sviluppo dei motori elettrici e nuovi campi d'impiego - AEI (Associazione Elettrotecnica ed Elettronica ITALIANA) - Giornata di studio - Milano, 19 maggio 1988.
- ALBANESE/CASELOTTI (ANSALDO 1979) "Moderni motori a corrente continua di piccola e media potenza, particolarmente adatti ad essere alimentati da circuiti elettronici per l`automazione degli impianti".
- P. CIMBRICO "Frequenze propie di vibrazione delle bandiere degli indotti delle macchine a corrente continua" - Rivista ASGEN feb.1972.
- BOLETIN ASEA 1975 Año 37-5.
- D.C. Motor drives up to 150 kW - ASEA Pamphelt YT 22-103 E Edit.2.
- Brushes and commutation - ASEA Pamphelt ok 00-108 E Edit.3.

Copyright 2008 - 2012 INDUCOR INGENIERIA S.A. | Todos los derechos reservados | CCS | HTML